What is bearing length in wire drawing. Af minimum cross-sectional area in m 2 of the.
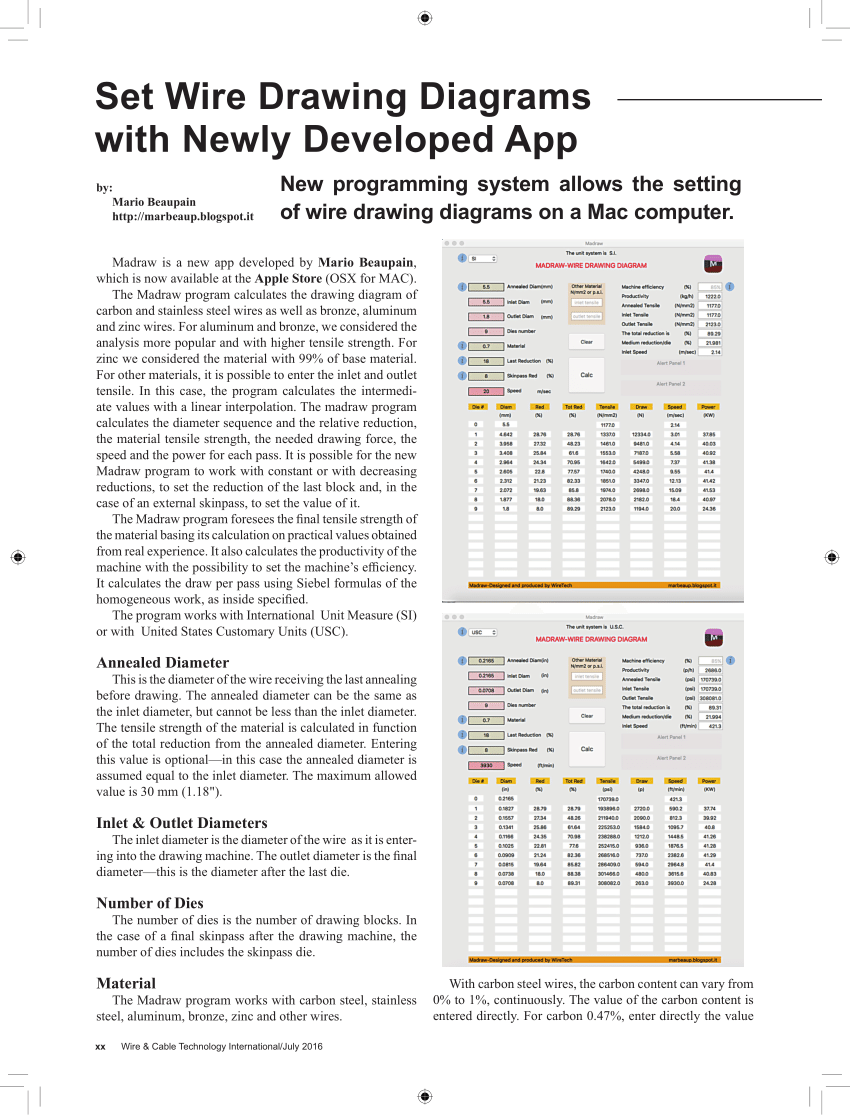
Pdf Drawing Diagram Setting On Wire Drawing Machines
Area reduction A 1 -A 2 A 1.

. Reduction is always positive. Drawn wire diameter mm inch A. N number of dies.
An increase of the wire length. Dl beginning wire diameter. Many of the technological.
The wire drawing process is quite simple in concept. Dl beginning wire diameter. DFW d pi 44S 1SQRT 2S Diameter of Wafer.
D wire diameter. By pulling a rod or wire through a die the cross section is reduced. AR reduction in area.
A draw reduction could involve two to 16 or more drawing operations. Wire drawing consists of pulling a metal wire through a small circular opening called a die. For ferrous wire step reduction is usually between 7 and 38 limits depend on the product.
Once the reduced surface area is calculated it is displayed as a ratio of the test pieces original cross-sectional surface using the following equation. The variables are as follows. Calculation of lubricant film thickness between wire and die.
Fig 1 represents the die which has a conical-shaped bore with an outlet bearing land. Drawn wire diameter mm inch A. Uniform die wear and less wire breakage.
Pull too hard and the metal will break. Fig 1 Process of drawing. This reduction of section is at the same time balanced by.
A die angle. Having the right number of stations and the right diameters and heights is critical to the success of a multistage drawing process. The approach angle where the actual reduction in diameter occurs giving the half die angle α The bearing region produces a frictional drag on the wire and also remove surface damage.
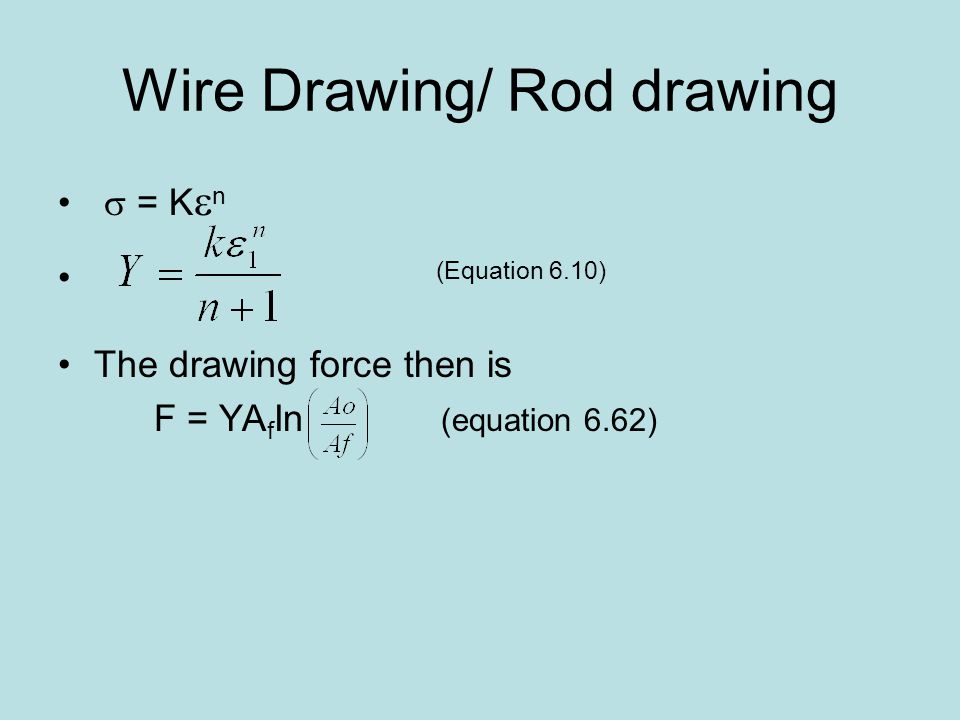
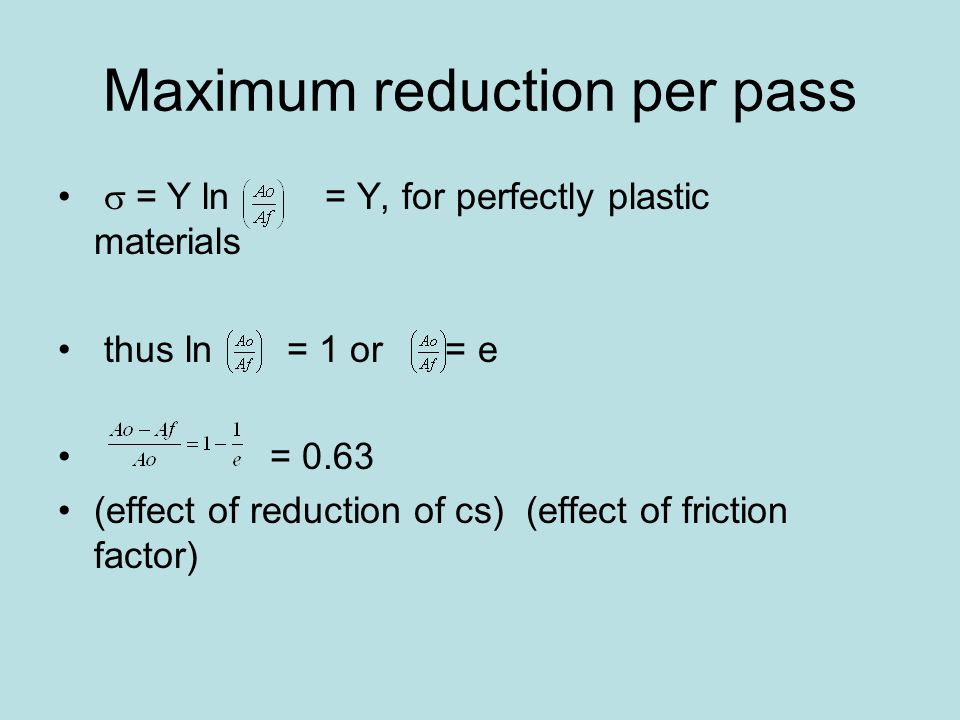
The ideal work derive an expression for the maximum reduction in area per pass for a wire drawing operation for a material with a true-stress strain curve of σKεn Total work Ideal work frictional work redundant work Total work Ideal work 02 x Ideal work 12 x Ideal work Or Total work of deformation 12 u x volume. The percentage reduction of area r is given by the following equation r 100 x Ao AfAo Where Ao is the initial area and Af is the final area of the wirerod after drawing. The wire is prepared by shrinking the beginning of it by hammering filing rolling or swaging so that it will fit through the die.
During drawing operation each time the wire goes trough a die. The wire is then pulled through the die. Area reduction r is defined as Ao-AfAo -----21 The drawing ratio R is defined as AoAf 11-r -----22 The important parameters which affect the wire drawing force are the drawing ratio die angle material flow stress friction etc.
The incoming wire diameter is calculated from the drawn wire diameter for a given area reduction by using. Reduction in area is not additive r f is not f 1 r 2. Slip Roll Speed b Wire Speed d Roll Speed b DIE MATERIAL SELECTION TABLE.
What defines the bearing length in a wire drawing die. D wire diameter. F_pierce C x t x S where C is the blank circumference t is thickness and S is the shear strength which I normally use as 80 percent of tensile strength.
Wire area reduction percentage Inversely the drawn wire diameter is calculated from the incoming wire diameter. The pulling force is limited by the strength of the material. Use of rotating die boxes results in following advantages.
Wire chemistry approach angle lubrication drawing speed and reduction are the most significant. Incoming wire diameter mm inch Øout. RA percentage reduction of area.
The force needed to pull the wire through. The total die angle can have values between 5 and 25 and possible percentage reduction in area r of the wire vary between 10 and 50 percent where r 1 A2A1 100. Ds ending wire diameter.
I want to predict when a draw reduction is severe that the bottom of the component will fracture because F_draw is bigger than F_pierce. This increase is called Elongation. As the wire is pulled through the die its volume remains the same so as the diameter decreases the length increases.
Ds ending wire. R n 2. Minimum 00440 01118 Maximum 00396 01005 results in 236 -24 Nominal 00442 01123 Nominal 00394 01000 results in 260 Maximum 00444 01128 Minimum 00392 00995 results in 284 24 2.
Wire drawing η 50 65 rolling η 60 80 Clearly the work formula method gives a lower band to the true force required for a given deformation processing operation because we are neglecting redundant work. Reduction is never larger than 100. The primary emphasis in wire-drawing mechanics is on understanding and defining the relation-ships that exist between these process conditions and the resulting thermo-mechanical response of the wire.
Avoidance of ovality in wire and capability to produce high accuracy wire. A draw reduction is a multistep process in which the surface area of the original blank is displaced through a series of drawing operations. This results in a stretching or elongation of the material along with a reduction in cross sectional area.
The bearing area determines the wire surface quality and the wire diameter. Ai original cross-sectional area in m 2 of the test sample. Usually the wire will require more than one dr.
Incoming wire diameter mm inch Øout. For overall reduction greater than 85 the. If the size of the incoming wire is known.
Elongation of wire drawing. Wire area reduction percentage Inversely the drawn wire diameter is calculated from the incoming wire diameter. The incoming wire diameter is calculated from the drawn wire diameter for a given area reduction by using.
For initial passes fast rotating die boxes are used since the drawing speed is lower in these passes. The length of the bearing L is usually about 20 to 50 of the nominal wire diameter Ø. Df finished diameter of the die.
Both the diameter size and the section of the wire are reduced. Approximate expression for drawing force can be written based on plastic work or strain energy. Bl bearing length.
The formula we use. 10 rows Wire Drawing Formulas. Wire drawing die Conical drawing die Shape of the bell causes hydrostatic pressure to increase and promotes the flow of lubricant into the die.
Wire Drawing Process Reduction Ratio Of The Wire R Can Be Download Scientific Diagram
Wire And Rod Drawing Ppt Video Online Download
Wire And Rod Drawing Ppt Video Online Download

Die Science How To Perform A Draw Reduction
Wire Drawing
Eddie Wire Solutions Software Esteves Group

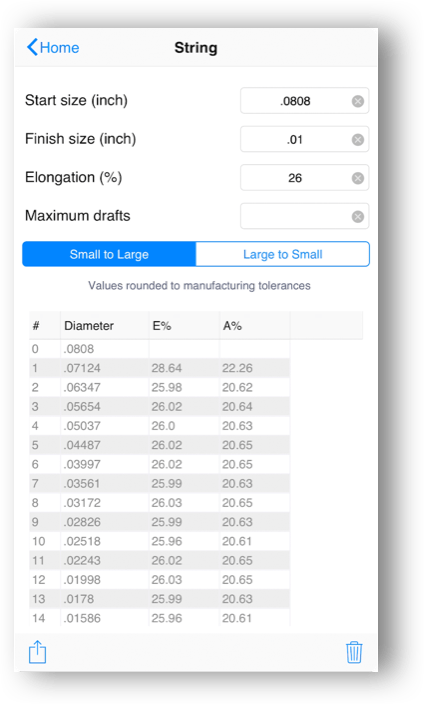
Matra Wire Drawing Diagram Calculator
Force And Moment Analysis For Wire Drawing Process In Case Study Factory Download Scientific Diagram
0 comments
Post a Comment